Hallo @pepponia, was macht der Drucker denn genau, wenn du wie beschrieben verfährst? Laut Dokumentation müsste der MK3S das M600 Kommando mit der normalen Prusa Firmware schon beherrschen. (siehe Prusa Knowledge Base)
Die schritt für schritt anleitung wäre dann:

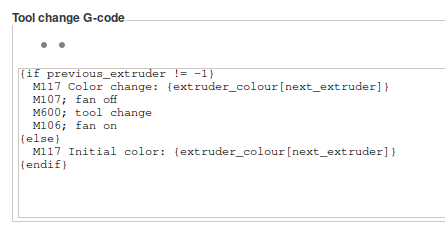
Tool Change G-Code einstellen
{if previous_extruder != -1}
M117 Color change: {extruder_colour[next_extruder]}
M107; fan off
M600; tool change
M106; fan on
{else}
M117 Initial color: {extruder_colour[next_extruder]}
{endif}
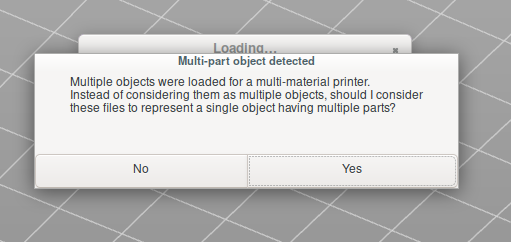
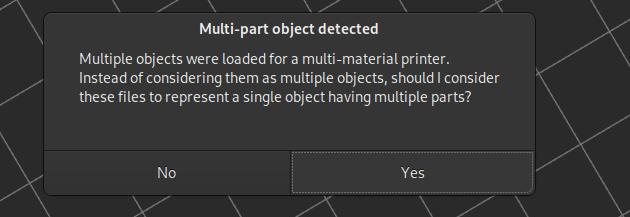
2 Modelle aufs druckbett ziehen, frage mit ja beantworten:
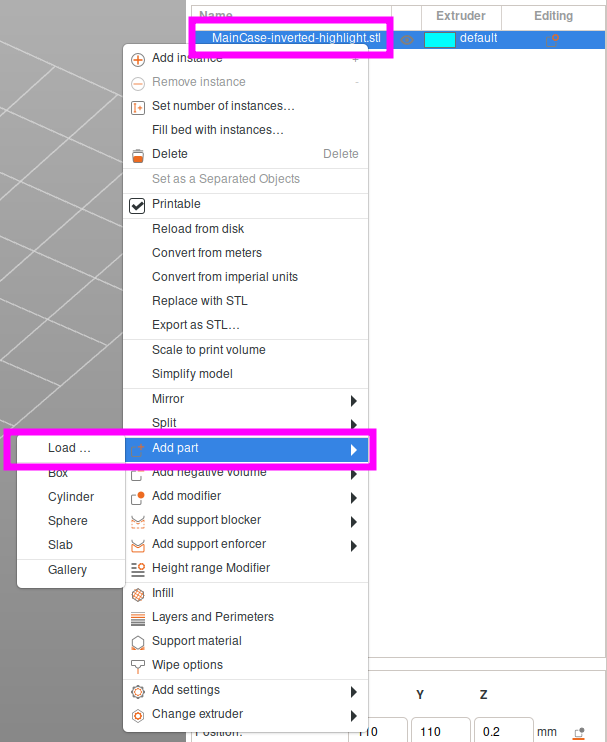
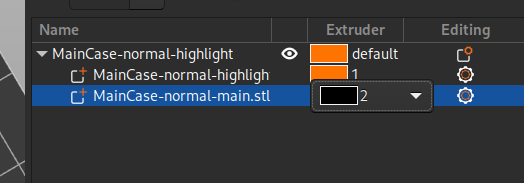
unterschiedlichen Extrudern zuordnen:
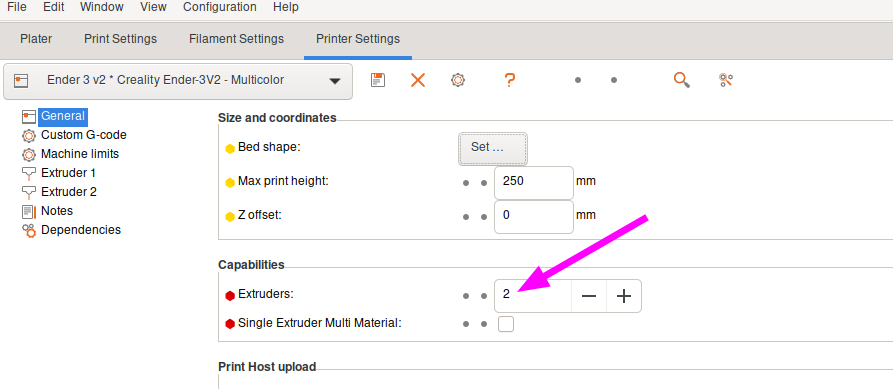
Den Extrudern jeweils ein Filament zuordnen, am besten unterschiedliche Filamentfarben für leichte zuordbarkeit
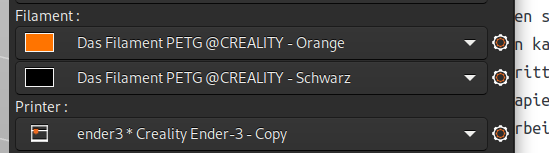
Filamentfarben kann man einfach durch erstellen einer Kopie des gewünschten Filaments erzeugen - Benenen und dann Filamentfarbe einstellen:
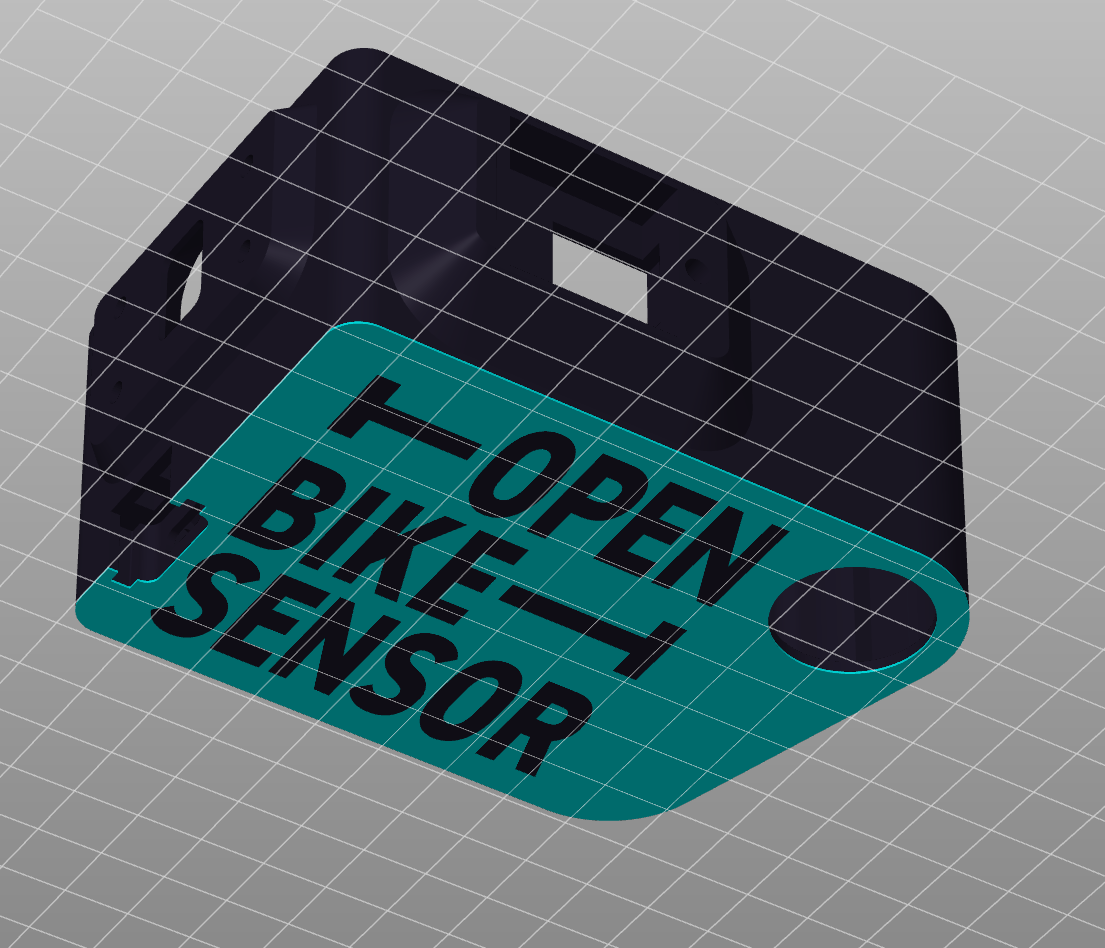
Gesliced siehts dann so aus (tool view damit man weiß, was aus welchem extruder kommt):
Wenns probleme gibt lass uns doch einfach mal abends im senfcall drüber reden - Ich glaub das ist einfacher als das hier aufzuschreiben.
Beim Drucken hält er dann nach der ersten Farbe an und piept damit du ihm neues Filament fütterst. GGF. musst du dabei selbst purgen (durchschieben) bis die richtige Farbe rauskommt. Evtl. kann man auch einen wipe tower konfigurieren der das für einen macht - Musst du probieren, wenn es dich interessiert, hab ich noch nicht mit gespielt.
Alternativ hab ich hier noch eine deutsche anleitung gefunden:
https://3d-druck-lernen.de/farb-druck/
Zum ausprobieren empfiehlt es sich auch, erstmal mit dummyobjekten zu probieren, bis man den filamentwechselworkflow verstanden hat (ob und wenn ja wie viel der drucker bei M600 retracted und wieder unretracted.